India processes over 1.5 million tonnes of spices annually, and the grinder at the heart of that process determines more about end product quality than almost any other piece of equipment on the floor. Choose the wrong grinding method and you sacrifice aroma, elevate contamination risk, burn energy you cannot recover, and deliver inconsistent particle sizes that cost you buyers. hammer mill for spice processing
The debate between traditional stone grinding and modern food safety spice grinding equipment has a long history in the industry. Stone grinding carries genuine heritage credibility — but heritage and performance are not always the same thing at commercial scale. This article presents a data-driven technical comparison across five critical parameters: temperature generation, particle size consistency, energy consumption, hygiene compliance, and throughput scalability.
The goal is not to dismiss one method in favour of another. It is to give manufacturers evaluating equipment upgrades the technical evidence they need to make the right decision for their product range, compliance obligations, and growth plans.
How Stone Grinding Works — And Where It Struggles
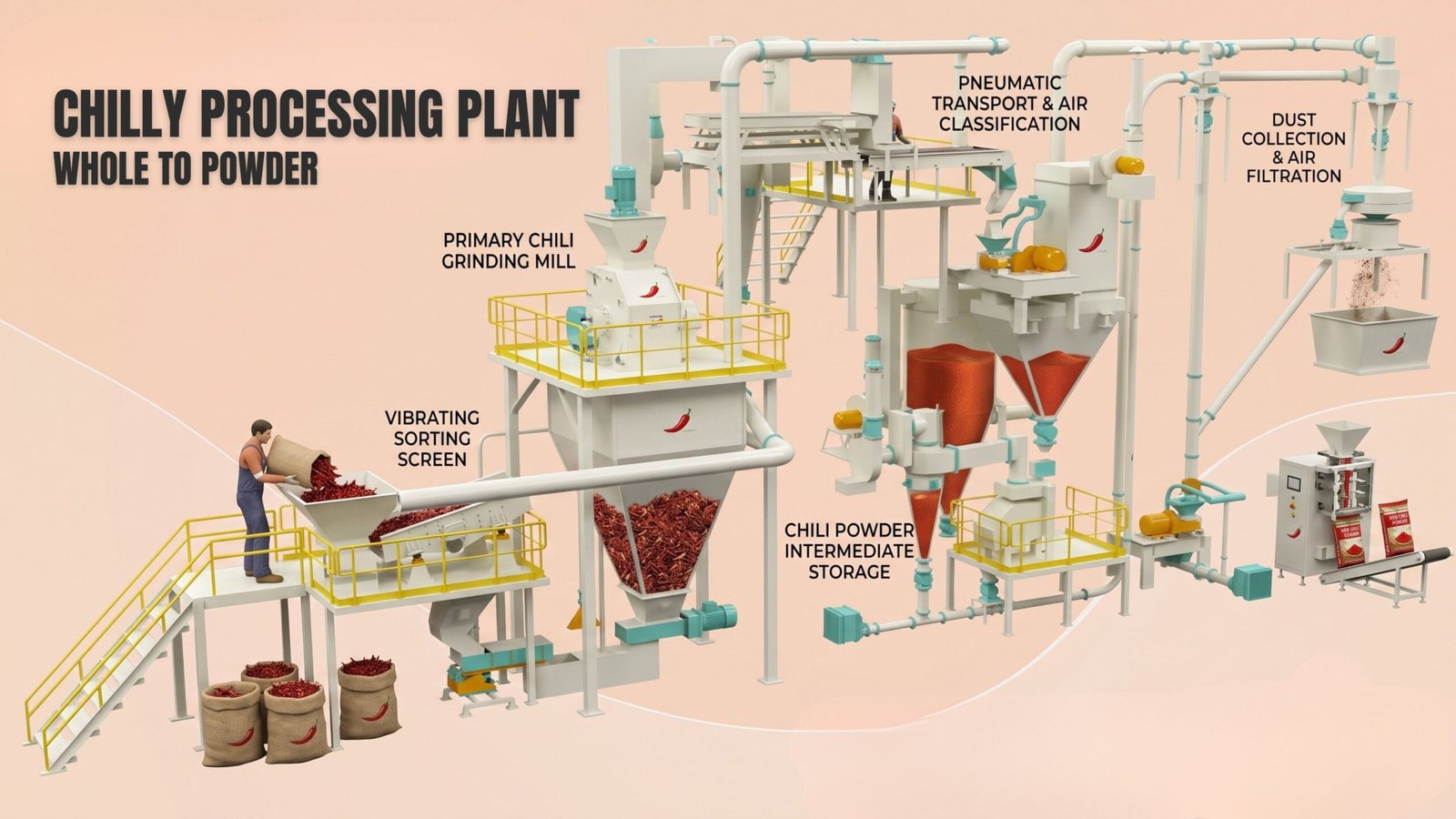
Traditional stone grinding operates on the principle of compression and attrition. Spices are fed between two grinding stones — one stationary, one rotating — and progressively reduced as they pass through the narrowing gap between surfaces. The method has been used for centuries and produces a product that many traditional buyers associate with authentic flavour profiles.
The physics of stone grinding, however, create inherent limitations that grow more significant as production volumes, quality standards, and regulatory requirements increase. Stone-on-stone contact at grinding speeds generates sustained frictional heat. Unlike impact milling, where the grinding event is brief and localised, stone grinding subjects the entire spice mass to prolonged thermal stress. Studies on volatile oil retention in heat-sensitive spices consistently show measurable degradation in essential oil content when grinding temperatures exceed 45–50°C for sustained durations — a threshold that stone grinding routinely breaches in continuous operation.
Stone grinding also produces a wider, less controllable particle size distribution. The gap between the grinding surfaces is adjusted manually and degrades as stones wear, making batch-to-batch consistency a continuous maintenance challenge rather than a designed outcome.
Stone Grinding: Key Technical Limitations • Operating temperatures of 60–88°C recorded in continuous runs on hard spices (pepper, coriander) • Particle size D90 variation of ±35–45% between batch start and mid-run without manual re-adjustment • Stone porosity creates harbourage sites for microbial contamination and cross-product taint • Specific energy consumption of 28–45 kWh per tonne depending on spice hardness and moisture content |
How the MillNest MHAM Works
The MillNest MHAM is an industrial hammer mill for spice processing built specifically around the thermal, hygiene, and throughput demands of food and spice manufacturing. Unlike general-purpose hammer mills adapted from mineral or chemical processing, the MHAM is engineered from the ground up as food safety spice grinding equipment, with design choices that reflect the unique challenges of processing heat-sensitive, aromatic, and hygroscopic raw materials.
The MHAM operates on controlled impact milling: high-speed hardened hammers strike spice particles in rapid, precisely timed impact events. The particle, rather than being subjected to sustained friction, fractures along natural stress lines under short-duration impact force. This fundamental difference in how force is applied is what separates the MHAM’s thermal performance from stone grinding.
Core Engineering Features of the MHAM
- Adjustable screen configurations (0.5 mm – 10 mm) for precise, repeatable particle size control across product types
- High-speed hammers manufactured from wear-resistant hardened steel, with configurations optimised for both hard (pepper, coriander) and fibrous (dried ginger, kasuri methi) spices
- Full food grade stainless steel SS 304/316 contact surfaces with smooth, crevice-free internal geometry eliminating dead zones
- Integrated aspiration system managing internal air circulation for temperature control and dust extraction — functioning as a low heat generation spice grinder in standard configuration
- Quick-release screen and rotor access for fast, complete cleaning between product changeovers
- PLC-ready design for integration with automation and real-time monitoring systems
Temperature Generation: The Critical Comparison
Temperature control is the defining quality variable in hammer mill for spice processing applications. Volatile oils — the compounds responsible for the aroma, flavour, and biological activity of spices — are temperature-sensitive. Prolonged exposure above the critical threshold for each spice triggers measurable oil volatilisation and oxidative degradation.
Grinding Temperature Comparison Data
| Spice | Stone (°C peak) | MHAM (°C peak) | Critical Threshold | Winner |
| Black Pepper | 68–78 | 38–44 | 50°C | MHAM |
| Turmeric | 72–82 | 40–48 | 55°C | MHAM |
| Cardamom | 75–88 | 35–42 | 40°C | MHAM |
| Coriander | 60–74 | 36–45 | 52°C | MHAM |
| Dried Ginger | 65–80 | 42–50 | 60°C | MHAM |
Source: Spice processing industry thermal studies; MillNest internal trials. Values are indicative ranges for continuous operation at rated throughput.
For high-value spices like cardamom and saffron, where volatile oil content directly determines per-kilogram pricing, the temperature advantage of an energy efficient hammer mill is not an incremental improvement — it is a direct revenue protection measure. Cooler grinding means more oil retained, and more oil retained means a product that commands and justifies premium pricing.
Particle Size Consistency: The Specification Buyers Pay For
Commercial spice buyers — whether branded retail packers, masala manufacturers, or export traders — specify particle size ranges in their purchase agreements. A turmeric powder specified at 200 mesh cannot vary from 150 mesh to 230 mesh across batches. That variation is a quality failure, and repeated failures cost contracts.
Stone grinding’s particle size consistency is fundamentally limited by stone wear. As grinding surfaces abrade over time, the effective gap changes and the particle size distribution shifts — often without the operator detecting the drift until end-of-batch sampling reveals the deviation. Correcting requires manual stone adjustment or dressing, both of which require production downtime.
Hammer mill for spice processing in the MHAM configuration uses precision-manufactured replaceable screens as the primary particle size control element. The screen aperture defines the maximum particle exit size with physical certainty: no particle larger than the screen opening can exit the grinding chamber. This creates a mechanically enforced upper size limit that stone grinding cannot replicate.
MHAM Particle Size Performance
Typical D90 repeatability within ±8–12% across a production run, versus ±35–45% for stone grinding in equivalent conditions.
Screen change cycle under 15 minutes — enabling rapid specification switching between product lines without dedicated spice powder making machine per SKU.
Energy Consumption: The Cost Every Batch Carries
For any spice powder making machine operating at commercial scale, energy consumption is a direct operating cost that compounds with every tonne processed. The efficiency of the grinding mechanism determines how much of the motor’s power output actually reduces particle size — and how much is wasted as heat, vibration, and mechanical losses.
Stone grinding’s high specific energy consumption (28–45 kWh/tonne) reflects the mechanical inefficiency of continuous surface friction across a large contact area. Much of the energy input goes into maintaining the rotating stone mass and overcoming friction rather than fracturing spice particles.
The MHAM’s impact milling mechanism transfers energy more directly to the fracture event. The energy efficient hammer mill design delivers measured specific energy consumption of 12–18 kWh/tonne across most common spice types — a reduction of 35–55% compared to stone grinding equivalents.
![]() Energy Cost Impact at Scale
Energy Cost Impact at Scale
For a plant processing 10 tonnes of mixed spices per day, the MHAM’s energy efficiency advantage over stone grinding translates to an estimated saving of 50–80 kWh per day — approximately ₹1,80,000–₹3,00,000 per year at standard industrial tariff rates.
This excludes the additional value of reduced heat-related product losses and the energy cost of running separate dust extraction systems required by stone grinding operations.
Hygiene & Food Safety: GMP Compliance at the Grinding Stage
Food safety spice grinding equipment must meet hygiene requirements that govern food-grade production — not just at commissioning, but continuously through normal operation and cleaning cycles. This is where the material and design choices of a spice powder making machine determine whether it enables or undermines your FSSAI and GMP compliance posture.
Stone grinding presents a structural hygiene challenge that cannot be engineered away: the grinding surface is porous. Stone porosity creates micro-cavities that harbour moisture, organic residue, and microbial populations. Cleaning protocols for stone grinding systems are time-consuming, difficult to verify, and frequently unable to achieve the surface sterility required for allergen-sensitive or GMP-validated production environments.
The MHAM’s food grade stainless steel SS 316L construction addresses these concerns by design. The material is non-porous, non-reactive, and validated for food contact applications under FSSAI, FDA, and international GMP standards. Internal surfaces are ground and polished to Ra ≤0.8 μm — the surface roughness specification that prevents microbial adhesion and enables effective validated cleaning protocols.
MHAM Hygiene Design Features
- Full SS 304/316 food grade stainless steel product-contact construction with electropolished internal surfaces
- Tool-free quick-release access panels for complete internal inspection and cleaning verification
- No stone wear debris: stone grinding progressively sheds stone particle contamination into the product stream — a foreign body risk absent from the MHAM
- Integrated dust extraction ports compatible with sealed pneumatic conveying systems, preventing ambient recontamination post-grinding
- Compliant with FSSAI Schedule IV GMP requirements for machinery design and hygiene management
Throughput & Scalability: Can Your Grinder Keep Up?
Traditional stone grinders are sized for the batch they were designed for. Scaling throughput typically requires adding additional grinding units — multiplying floor space, maintenance obligations, and operator requirements proportionally.
The MHAM’s modular architecture allows throughput scaling through screen configuration changes, rotor speed adjustment, and feed rate control without replacing the core unit. Feed-forward automation integration enables the MHAM to maintain consistent output particle size and temperature even as feed rate varies — a critical requirement for plants handling seasonal raw material variations in moisture content and hardness.
Full Head-to-Head Comparison
| Parameter | Stone Grinding | MillNest MHAM | Advantage |
| Peak temp (continuous) | 60–88°C | 35–50°C | MHAM − up to 38°C cooler |
| Particle size control | ±35–45% D90 drift | <±12% D90 variation | MHAM |
| Specific energy use | 28–45 kWh/tonne | 12–18 kWh/tonne | MHAM − 40–55% saving |
| Hygiene (contact surface) | Porous stone | SS 316L GMP validated | MHAM |
| Foreign body risk | Stone wear debris in product | None — zero wear debris | MHAM |
| Throughput range | Fixed by stone dimension | 100–2,000+ kg/hr configurable | MHAM |
| Changeover time | 45–90 min stone dress | <15 min screen change | MHAM |
| FSSAI/GMP compliance | Manual verification only | Design-compliant + auditable | MHAM |
| Aroma/oil retention | Significant loss at >50°C | Preserved — low heat generation | MHAM |
| Cryogenic option | Not compatible | Optional cryogenic config | MHAM (for ultra-sensitive spices) |
When Traditional Stone Grinding Still Makes Sense
Positioning hammer mill for spice processing as the universal solution for every application would not be accurate or fair. There are specific contexts where stone grinding retains genuine advantages:
- Artisan and premium niche production: For manufacturers whose brand identity is explicitly built on traditional cold stone-ground methods — where the process is the product story — stone grinding carries marketing value that a modern spice powder making machine cannot replicate.
- Very small batch specialty products: For ultra-small batch, single-origin, or ceremonial spice preparations where throughput and consistency are secondary to provenance, stone grinding remains appropriate.
- Wet grinding applications: Stone grinding handles wet or semi-wet spice pastes (fresh coconut masala, wet chutneys) that conventional hammer mills are not designed for.
For manufacturers beyond these specific contexts — particularly those operating at commercial scale, supplying branded retail or export markets, or operating under FSSAI and GMP oversight — the technical and commercial case for food safety spice grinding equipment over traditional stone grinding is clear and substantial.
The Upgrade Decision: A Practical Framework
If you are evaluating a transition from stone grinding to an energy efficient hammer mill system, these four questions structure the decision:
- What is the full cost of your current grinding operation per tonne? (Energy + labour + product loss from heat degradation + inconsistency-driven rejections + maintenance downtime)
- Which product lines are most quality-constrained by your current grinding method? (Start with highest-value, most aroma-sensitive SKUs.)
- What compliance obligations apply to your facility over the next 24 months? (FSSAI upgrades, export certification, buyer audits)
- What is your throughput growth plan, and can your current grinding setup scale to meet it without proportional capital expenditure?
Typical Payback Observations
Plants transitioning from stone grinding to MHAM-class food safety spice grinding equipment typically report full capital payback within 18–36 months through combined energy savings, reduced product loss, lower maintenance costs, and elimination of quality-related rejections
Conclusion: The Same Spice, Processed Better
The spice has not changed. What has changed is the standard that buyers, regulators, and consumers now apply to every kilogram that reaches them — and those standards are not compatible with the temperature profiles, consistency limitations, and hygiene constraints of traditional stone grinding at commercial scale.
The MillNest MHAM represents a generation of food safety spice grinding equipment designed specifically for the realities of modern spice processing: tighter compliance requirements, demanding buyers, volatile energy costs, and an industry moving rapidly toward automation and traceability.
This is not about technology replacing tradition. It is about giving India’s spice processors the tools to compete in global markets on quality, consistency, and safety — while preserving the aroma, flavour, and integrity that make Indian spices the benchmark for the world.
If your current grinding method is costing you product quality, energy, and compliance confidence, a hammer mill for spice processing at the MHAM standard is not an upgrade. It is an overdue investment.
Ready to see MHAM performance data for your specific spice range? Download the MHAM Technical Datasheet or book a no-obligation plant assessment with MillNest’s engineering team. www.millnest.com • namaste@millnest.com • +91 73300 00371 |