Steam sterilisation is rapidly emerging as a cornerstone technology in the pursuit of food safety. In a world where consumers are more conscious than ever about what goes into their food, trust in food safety has become non-negotiable. With food recalls on the rise and clean-label expectations growing across global markets, the burden is now on processors to prove that every batch they deliver is not only consistent but also hygienic and contamination-free.
According to the World Health Organization, unsafe food causes 600 million cases of foodborne diseases annually. In India, the FSSAI has significantly tightened regulations on spice processing, demanding better traceability, microbial safety, and hygiene practices. For spice manufacturers, especially those looking to expand into export markets, the need for robust processing systems has never been more urgent.
At MillNest, we understand that food safety isn’t just about compliance—it’s about building trust with your buyers and your brand’s reputation. This blog explores how we help manufacturers move from risk to reliability by integrating engineered solutions—like steam sterilisation—that protect every step of the spice production cycle.
The Hidden Threats in Traditional Spice Processing
Many traditional spice processing setups are riddled with weak links: open-air drying, manual handling, poor cleaning protocols, and basic grinding setups. These leave the final product vulnerable to microbial contamination (like Salmonella, E. coli, or mold), physical contamination (dust, foreign objects), and chemical cross-contamination from equipment residue.
In a competitive market, one contaminated batch could mean thousands of rupees in product loss, consumer complaints, and worse—loss of credibility. That’s why MillNest approaches food safety as a system, not a step.
In addition, manual handling slows down throughput, reduces reproducibility, and leads to bottlenecks in QC and packaging lines. These inefficiencies create gaps that only integrated processing systems can close.
Sterilise First: MillNest’s Steam Sterilisation System
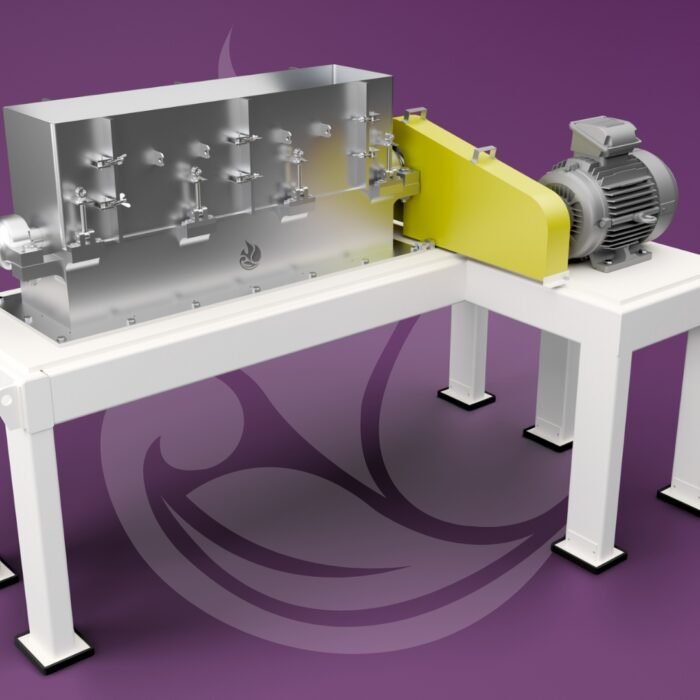
Steam sterilisation is the cornerstone of MillNest’s contamination-control strategy. Unlike chemical fumigation or irradiation, our process uses superheated, saturated steam to deactivate microbes while preserving the natural color, flavor, and aroma of the spice.

Key Benefits:
- 99.99% microbial load reduction (validated against common pathogens)
- No chemical residues or post-processing required
- Retains volatile oils and active ingredients like curcumin and capsaicin
- Meets FSSAI, FSMA, and HACCP standards for microbial safety
Our system is designed with automated temperature control, adjustable dwell time, and real-time monitoring to ensure consistent steam sterilisation of each batch. Whether it’s turmeric powder, ginger flakes, or botanical herbs—MillNest’s steam steriliser ensures every ingredient starts clean.
Clients have reported significant reductions in microbial rejection rates post-installation, and improved buyer confidence in export-grade product compliance.
Contamination-Free Transfer: Pneumatic Conveying Systems
One of the most overlooked contamination points in spice plants is product transfer. Once sterilised, ingredients are often re-contaminated through open conveyor belts, plastic scoops, or bag dumping. MillNest eliminates this vulnerability with our sealed pneumatic conveyor systems.
These systems use controlled airflow to move products between equipment—from steriliser to grinder, to blender, to packaging—without human touch.
Why Pneumatic Conveying is Critical:
- Prevents airborne contamination and dust exposure
- Reduces human contact and labor dependency
- Enables cleanroom compatibility and allergen segregation
- Maintains consistent flow with low product degradation
MillNest offers both dilute-phase and dense-phase systems, depending on material fragility and transfer distance. This ensures that not only is the process cleaner, but also gentler on delicate spices.
In plants where environmental control is a challenge, our pneumatic systems are supported by dust filtration and automated bin sealing options, further extending hygiene protection.
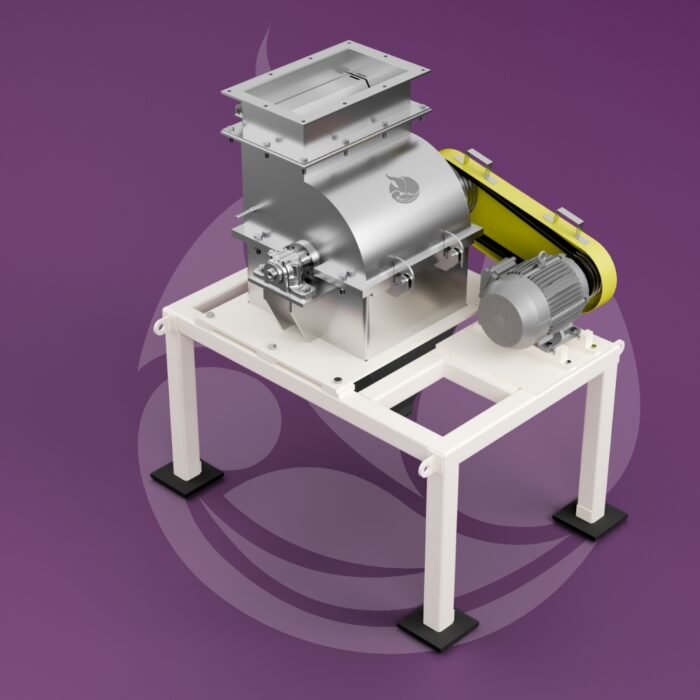
Grinding Without Compromise
Many spice processors underestimate how grinding impacts both safety and quality. Overheated grinding chambers can degrade flavor compounds, while uneven particle sizes affect blending, packaging, and even steam sterilisation effectiveness.
MillNest offers two grinding solutions to meet various needs:
- MACM (Air Classifying Mill): For fine powders (100–300 μm), excellent for heat-sensitive spices
- MAHM (Hammer Mill): For coarser grinds (500 μm–3 mm), ideal for tough or fibrous inputs
Each system is engineered for:
- Low heat rise (3–7°C), preserving natural oils
- Closed-loop airflow for dust control
- Uniform particle size for process stability
Integrating grinding machines with the pneumatic conveying system ensures there’s no open transfer, keeping safety intact from mill to mix.
Grinding is often the gateway to multiple product lines. By ensuring consistency at this stage, processors can diversify into high-value spice powders, medicinal blends, or food-grade seasoning mixes without changing their hygiene protocols.
Digital Safety: Automation and Traceability
Food safety today isn’t just about preventing contamination—it’s about proving you prevented it. That’s why traceability and digital control systems are now essential.
MillNest equipment supports:
- SCADA/PLC-based automation
- Real-time monitoring of temperature, pressure, and dwell time
- Alarm-based deviations and data logging
- Batch traceability with full digital audit trail
Our systems are designed to integrate with ERP and MES platforms, providing end-to-end visibility from raw material intake to finished goods dispatch. For export-driven processors, this is essential for meeting regulatory demands across markets like the EU, US, and Middle East.
Designed for Export-Grade Hygiene
MillNest’s machines are built from 304/316 food-grade stainless steel, with hygienic design features like:
- Tool-less dismantling
- CIP (Clean-In-Place) ready options
- Smooth surface finishes to prevent residue buildup
- Modular construction for easy cleaning
Our systems follow a hygienic design philosophy aligned with EHEDG and GMP principles. This includes sloped surfaces, crevice-free joints, and low retention zones to minimize microbial harbor points.
These features ensure quick changeovers between product lines and compliance with GMP and FSMA standards. No more labor-heavy scrubbing or downtime between batches.
Why Safety Isn’t Just a Feature—It’s the Foundation
MillNest believes that food safety should not be an afterthought or a single step in the process. It must be engineered into every phase of production—from the moment raw spices arrive to the moment your finished product is packed.
By combining steam sterilisation, sealed pneumatic transfer, precision grinding, and automation, MillNest delivers a system that ensures every batch is safe, clean, and consistent.
For spice brands looking to build trust, enter export markets, or simply operate more efficiently—this isn’t just an investment in machinery. It’s an investment in your reputation.
Partnering with MillNest also means ongoing support—from installation and training to regular audits and spares management—ensuring that safety isn’t just built-in but also sustained.
Final Thoughts: Your Plant Can Be Safer—Starting Today
If you’re scaling your spice business or upgrading your current line, there’s never been a better time to adopt MillNest’s contamination-free processing systems with Steam Sterilisation.
💡 Want to process smarter, safer, and with confidence?
Explore our end-to-end solutions:
MillNest is more than a machinery partner—we are your process safety ally.