At MillNest, we understand that precision, efficiency, and reliability are the pillars of high-performance dry processing. The demand for superior spice grinding, material size reduction, and industrial milling solutions is growing rapidly, driven by industries ranging from food and spice processing to pharmaceuticals and chemicals. In response to this need, our MillNest Hammer Mill (MHAM) is engineered to redefine efficiency in dry processing, ensuring maximum yield, minimal energy consumption, and consistent particle size distribution.
The modern spice grinding industry faces significant challenges, including heat generation, flavor loss, and inefficient throughput, all of which impact product quality and profitability. Traditional methods of milling often fail to meet today’s high-speed, high-precision demands, leading to inconsistencies in product texture and output. That’s where the MHAM steps in, offering an innovative, high-impact milling solution designed to overcome these hurdles. Whether you are processing spices, grains, herbal extracts, or industrial powders, the MHAM provides unmatched grinding performance while maintaining the integrity of your raw materials.

Understanding the Power of Hammer Mills in Dry Processing
Hammer mills are the backbone of modern dry material processing, ensuring that raw ingredients are efficiently broken down into fine, uniform particles. Unlike traditional milling equipment that relies on friction, hammer mills utilize high-speed rotating hammers to impact and shatter materials, producing precisely controlled particle sizes. This mechanism makes them indispensable in industries that require consistent and high-volume production.
In spice grinding, maintaining the natural flavor, aroma, and color of ingredients is crucial. Conventional spice grinder machines often generate excessive heat, which degrades the essential oils present in spices. The MillNest Hammer Mill (MHAM) addresses this challenge by incorporating an optimized airflow system that minimizes heat buildup, preserving the vital sensory attributes of spices while ensuring superior particle size control. Whether it’s turmeric, chili, black pepper, coriander, or cumin, the MHAM delivers exceptional grinding precision, allowing manufacturers to meet stringent quality standards for both domestic and international markets.
For comprehensive guidelines on spice quality and processing regulations, refer to the Food Safety and Standards Authority of India (FSSAI), which provides detailed standards for spices, condiments, and related products.
Beyond the food sector, hammer mills are widely used in pharmaceuticals, chemicals, and industrial applications, where precise particle size distribution is critical. From herbal medicine extraction to powdered chemical formulations, the MHAM ensures contamination-free processing, making it a preferred choice for manufacturers that prioritize hygiene, compliance, and efficiency.
Unrivaled Features of the MillNest Hammer Mill (MHAM)
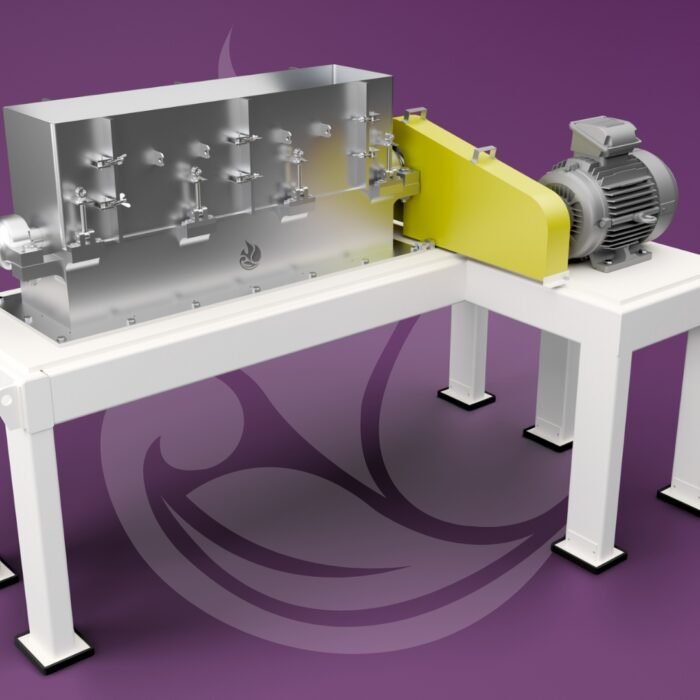
What sets the MillNest Hammer Mill (MHAM) apart is its cutting-edge design, robust build, and high-speed performance, all engineered to enhance processing efficiency and minimize operational downtime. Designed with hardened steel hammers and durable perforated screens, it guarantees extended service life and low maintenance costs, making it an ideal investment for large-scale processing plants.
One of its standout features is the variable speed control, which allows operators to fine-tune grinding intensity based on the material being processed. This level of customization ensures that every ingredient—whether a delicate botanical extract or a dense industrial solid—is processed to its optimal particle size without excessive wear on the machine. The MHAM also integrates seamlessly with pneumatic conveyor systems, facilitating continuous material flow from one processing stage to the next, reducing manual handling and contamination risks.
Energy efficiency is another core advantage of the MHAM. Traditional spice grinder machines often suffer from high energy consumption and inefficient material breakdown, leading to waste and increased operational costs. The MHAM’s advanced impact technology optimizes energy usage, resulting in significant cost savings for manufacturers looking to enhance their processing capabilities while reducing their carbon footprint.
Moreover, the MHAM is engineered for seamless compliance with food safety regulations, including HACCP, FSSAI, and GMP standards. It is fully compatible with autoclave sterilizers, ensuring that processed materials remain microbially safe and free from contaminants, which is essential in industries where hygiene and product integrity are paramount.